
EnergyStar Specification For Roofing Products Phased Out
For those of us who have spent a lifetime in Washington observing, managing and explaining the intricacies of our rather messy democracy, it is a…

For those of us who have spent a lifetime in Washington observing, managing and explaining the intricacies of our rather messy democracy, it is a…

With the advent of green building initiatives like Edward Mazria’s 2030 Challenge, energy-efficient building is more important now than it ever has been. While advances…

Here’s a quick question for you: when you are choosing a membrane for a roofing system, how much do you consider the resilience or sustainability…

A properly applied roof coating system can breathe new life into a mature low-slope roofing system, brightening its appearance, enhancing its energy efficiency and delaying…

Contractors working across state lines are all too familiar with the challenges that arise when regulations in one state are not consistent with the regs…

A 137 kilowatt solar system was installed on the existing roof at Keck Observatory, which is located atop Hawaii’s tallest mountain, Mauna Kea. Photos: M….
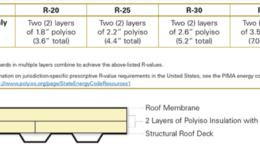
Polyiso roof insulation installed in two layers with staggered joints over a steel roof deck. Photo: Atlas There are two typical pathways for demonstrating compliance…
The Firestone RubberGard EPDM roof system on the headquarters of Albo Manufacturing in West Bend, Wisconsin was installed in October of 1980. Photos: Firestone Building…
Butyl tapes come in various widths and thicknesses to match panel manufacturers’ requirements. Photo: MCA Sealants represent a relatively small cost in metal construction, but…
In uncertain times, public sector projects can provide an equitable source of work for low-slope commercial roofing contractors. The primary advantage of public sector projects…